Wat is een betonplaat met holle kern en waarom is dit belangrijk in de moderne bouw?
EEN holle kern betonplaat is een geprefabriceerd voorgespannen betonelement met longitudinale holtes – meestal cirkelvormig of ovaal – die door de lengte lopen. Deze holtes verminderen het totale gewicht van de plaat met wel 40-50% in vergelijking met een massieve betonplaat met gelijkwaardige afmetingen, terwijl de uitstekende structurele prestaties op het gebied van buig-, schuif- en brandweerstand behouden blijven. Deze combinatie maakt kanaalplaten tot een van de meest gebruikte vloersystemen in commerciële gebouwen, woonblokken met meerdere verdiepingen, parkeergarages, industriële magazijnen en infrastructuurprojecten wereldwijd.
De kernconclusie is eenvoudig: kanaalbetonplaten bieden een superieure sterkte-gewichtsverhouding, een hoge installatiesnelheid en een lager materiaalverbruik. Wanneer geproduceerd in een moderne prefabfabriek – waar precisiebekistingen, bekistingsmagneten en geautomatiseerde gietbedden bepalen de productiekwaliteit: deze platen voldoen consequent aan nauwe maattoleranties en veeleisende structurele specificaties. Begrijpen hoe ze worden vervaardigd, behandeld en geïnstalleerd, is essentieel voor ingenieurs, aannemers en inkoopprofessionals die op zoek zijn naar kostenefficiënte, hoogwaardige vloeroplossingen.
Hoe betonplaten met holle kern worden vervaardigd
De productie van kanaalbetonplaten vindt vrijwel uitsluitend plaats in prefab betonfabrieken, waarbij gebruik wordt gemaakt van een van de twee dominante methoden: het extrusieproces (slip-form) of het natgietproces. Elke aanpak heeft specifieke implicaties voor het bekistingssysteem, de lay-out van de wapening, de oppervlakteafwerking en de rol van magnetische bevestigingscomponenten.
Extrusiemethode
Bij de extrusiemethode wordt een langwerpig gietbed – doorgaans met een lengte van 100 m tot 150 m – voorgespannen met stalen strengen met hoge treksterkte voordat er beton wordt geplaatst. Een extrusiemachine beweegt langs het bed en dwingt een stijf betonmengsel zonder inzinking rond de doornen die de holle kernen vormen. De machine beweegt met een snelheid van ongeveer 1 à 2 m per minuut en laat een doorlopende plaat met een uniforme doorsnede achter. Na uitharding onder geïsoleerde afdekkingen of in een verwarmde omgeving wordt de plaat op de gewenste lengtes gediamanteerd.
Omdat het gietbed zelf als primaire mal fungeert, is de rol van afzonderlijke bekistingscomponenten beperkt, maar zijvormen, eindstoppen en ingebedde inzetstukken worden nog steeds gepositioneerd met behulp van bekistingsmagneten om stalen componenten op hun plaats te houden op het magnetische giettafeloppervlak zonder boren of lassen. Deze niet-invasieve bevestigingsmethode wordt vooral gewaardeerd bij langelijnproductie, omdat hierdoor schade aan dure staalbedden wordt geëlimineerd en snelle herpositionering tussen productiecycli mogelijk is.
Wet-Cast-methode
Bij het natgietproces wordt gebruik gemaakt van individuele stalen mallen of op pallets gebaseerde systemen waarop bekistingselementen worden gemonteerd. Hier, bekistingsmagneten – ook wel magnetische bekistingsankers of magnetische dozen genoemd – spelen een centrale en goed zichtbare rol. Deze apparaten worden op het oppervlak van de stalen pallet geplaatst en trekken door middel van magnetische kracht de zijluiken, blockouts, inzetstukken en verstevigingskooien in nauwkeurige positie tijdens het storten van beton en trillingen. De houdkrachten variëren sterk, afhankelijk van het magneetontwerp, waarbij gewone eenheden dit opleveren 600 kg, 900 kg, 1.200 kg of zelfs 2.100 kg van houdkracht, gekozen op basis van het gewicht en de trillingsbelastingen die de bekisting moet weerstaan.
De mogelijkheid om bekistingsmagneten binnen enkele seconden te herpositioneren – simpelweg door de activeringshendel om te zetten om het magnetische veld vrij te geven – verkort de insteltijd dramatisch in vergelijking met geschroefde of gelaste ankers. In een prefabfabriek met een hoog rendement waar kanaalplaten worden geproduceerd op een carrousel- of stationair palletsysteem, vertaalt deze snelheid zich rechtstreeks in meer productiecycli per ploegendienst en lagere arbeidskosten per eenheid.
De rol van sluitermagneten bij de productie van holle kernplaten
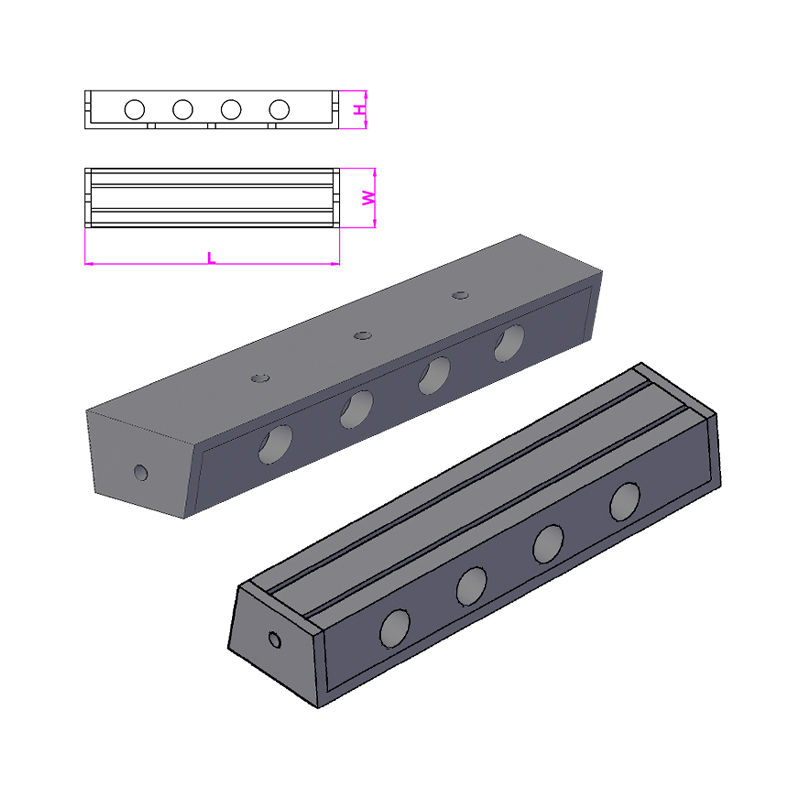
Sluitermagneten zijn speciaal ontworpen bevestigingsmiddelen die gebruik maken van permanente neodymium- of ferrietmagneten, ingesloten in een stalen behuizing. Wanneer geactiveerd, sluit het magnetische circuit zich door de stalen pallet of het tafeloppervlak, waardoor een krachtige houdkracht ontstaat. Wanneer gedeactiveerd (door aan een hendel te draaien die een interne houdmagneet beweegt) wordt het circuit geopend en kan de eenheid met de hand worden opgetild. Geen lijmresten, geen beschadigd oppervlak, geen speciaal gereedschap nodig.
Bij de productie van holle betonplaten vervullen bekistingsmagneten verschillende specifieke functies:
- Bevestiging van langszijbekistingen die de plaatbreedte en het randprofiel bepalen
- Houd de eindluiken op hun plaats om de plaatlengte vast te stellen en het bovenste oppervlak te vormen
- Bevestiging van uitblokvormers op kernlocaties waar openingen voor leidingen, kolommen of bevestigingen vereist zijn
- EENnchoring cast-in inserts such as lifting loops, anchor channels, threaded sleeves, and electrical conduit brackets
- Stabiliseren van wapeningskooien tegen verplaatsing tijdens hoogfrequente betontrillingen
De relatie tussen de selectie van bekistingsmagneeten en betontrillingen is bijzonder belangrijk. Trillend beton oefent dynamische krachten uit op de bekisting die meerdere malen het statische gewicht kunnen bedragen. Een bekistingsmagneet met een statische houdkracht van 1.200 kg kan geschikt zijn voor een vorm die slechts 80 kg weegt wanneer de trillingsfrequenties en -amplitudes bescheiden zijn, maar dezelfde magneet kan onvoldoende blijken te zijn bij intense interne trillingen. Gerenommeerde fabrikanten publiceren naast statische beoordelingen ook op trillingen geteste houdgegevens, en het specificeren van alleen statische kracht is een veel voorkomende fout die leidt tot beweging van de vorm tijdens het gieten.
Magneettypen en hun toepassing
| Magneettype | Typische houdkracht | Primair gebruik bij de productie van platen | Belangrijkste voordeel |
|---|---|---|---|
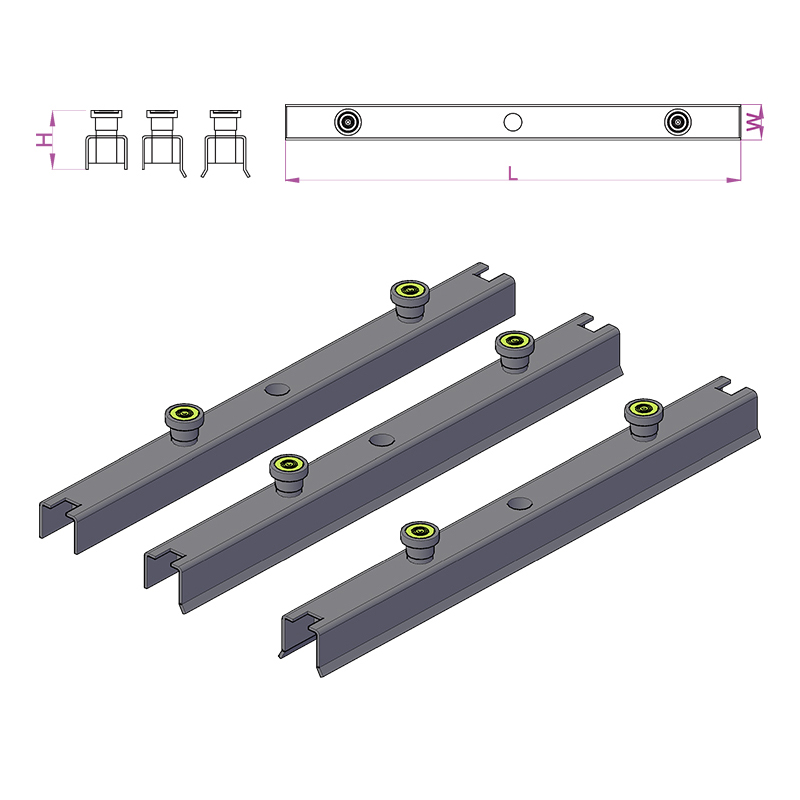
| Standaard doosmagneet | 600–1.200 kg | Zijvormen, eindstoppen | Kosteneffectief, overal verkrijgbaar |
| Robuuste doosmagneet | 1.500–2.100 kg | Zware stalen randvormen, grote blockouts | Hoge trillingsbestendigheid |
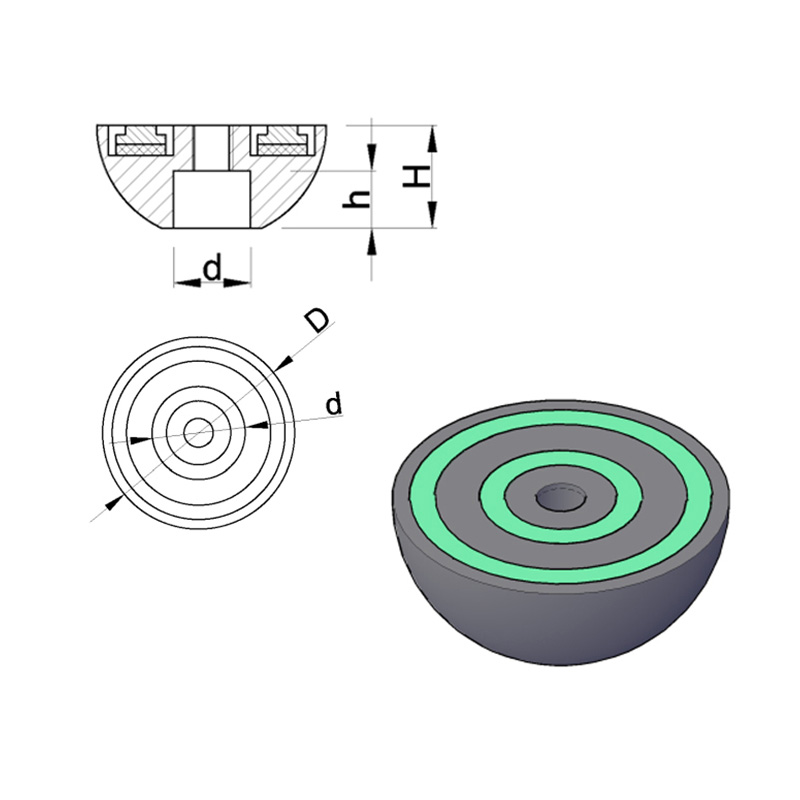
| Insteekmagneet (plat) | 150–400 kg | EENnchor channels, lifting sockets | Laag profiel, past onder inzetstukken |
| Magnetische afschuiningshouder | N.v.t. (positioneel) | Afschuiningsstroken op de binnenwelving van de plaat | Consistente randdetails |
| Magnetische hoekhoek | Variabel | 90° kruispunten, blockout-hoeken | Elimineert mortellekkage op hoeken |
Structurele prestaties van betonplaten met holle kern
Het structurele gedrag van een kanaalplaatbetonplaat wordt bepaald door het voorspanningsniveau, de betonkwaliteit, de kerngeometrie en de verhouding tussen overspanning en diepte. Standaard holle kerneenheden worden geproduceerd in dieptes variërend van 150 mm tot 500 mm , met breedtes van doorgaans 1.200 mm. Overspanningen van 6 m tot 18 m zijn in de praktijk gebruikelijk, waarbij goed ontworpen diepe eenheden 20 m of meer bereiken onder gecontroleerde belastingsomstandigheden.
Voorspanning wordt toegepast via voorgespannen, zeer sterke stalen strengen – doorgaans met een vloeigrens van 1.570 MPa of 1.860 MPa – die zijn verankerd aan de landhoofden van het gietbed voordat het beton wordt geplaatst. Nadat het beton de vereiste overdrachtssterkte heeft bereikt (doorgaans 25-30 MPa kubus), worden de strengen doorgesneden of losgelaten en wordt de voorspankracht door middel van verbinding overgebracht op het betongedeelte. Dit introduceert een welvingseffect (opwaartse boeg) dat de doorbuiging onder bedrijfsbelastingen gedeeltelijk compenseert.
Typische belastingsprestaties
| Plaatdiepte (mm) | Overspanning 6 m (kN/m²) | Overspanning 9 m (kN/m²) | Overspanning 12 m (kN/m²) | Overspanning 15 m (kN/m²) |
|---|---|---|---|---|
| 150 | ~10 | ~3,5 | — | — |
| 200 | >15 | ~7 | ~3 | — |
| 265 | >15 | ~11 | ~6 | ~2,5 |
| 320 | >15 | >15 | ~10 | ~5 |
| 400 | >15 | >15 | >15 | ~10 |
Deze cijfers illustreren waarom kanaalplaten worden gespecificeerd voor middellange tot lange overspanningen in kantoorgebouwen en parkeergarages, waar opgelegde belastingen van 2,5–5,0 kN/m² standaard zijn en overspanningen van 9–14 m economisch aantrekkelijk zijn. Door de voorspanning zijn er in veel gevallen geen secundaire stalen balken nodig, waardoor de structurele diepte van de vloerzone wordt verminderd en aanzienlijke hoogte wordt bespaard (vaak 300-500 mm per verdieping) gedurende de levensduur van een project met meerdere verdiepingen.
Brandwerendheid
Holle betonplaten bieden inherente brandwerendheid door de thermische massa van het beton en de dekkingsdiepte van de voorgespannen strengen. Een plaat van 200 mm met een dekking van 35 mm op het zwaartepunt van de streng wordt doorgaans bereikt REI 120 (twee uur structurele brandwerendheid) bij standaard brandblootstelling. Diepere units met een grotere dekking behalen gemakkelijk REI 180 of REI 240 en voldoen daarmee aan de meest veeleisende bezettingseisen zonder extra brandbeveiliging. Dit is een groot voordeel ten opzichte van alternatieven van staal of hout, waarvoor opschuimende coatings, sprinklersystemen of omhulsels nodig zijn om gelijkwaardige beoordelingen te bereiken.
Bekistingssystemen en magnetische bevestiging in de prefabfabriek
De kwaliteit van een kanaalplaatbetonplaat is onlosmakelijk verbonden met de kwaliteit van het bekistingssysteem waarmee deze is vervaardigd. Of de fabriek nu een stationair palletsysteem, een roterende carrousel of lange-lijn-gietbedden gebruikt, de precisie waarmee de bekisting wordt geplaatst en vastgezet, bepaalt de maatnauwkeurigheid, oppervlakteafwerking en consistentie van de afgewerkte elementen.
Palletcarrouselsystemen
In een moderne palletcarrousel bewegen stalen pallets door een vaste reeks stations: reinigen, malzetten, plaatsen van wapening, betongieten, trillen, uitharden, ontvormen en elementtransport. De hele cyclus duurt doorgaans meer dan 24 uur, waarbij meerdere pallets tegelijkertijd in omloop zijn. Op het matrijzenplaatsingsstation positioneren operators zijbekistingen en inzetstukken met behulp van bekistingsmagneten volgens de CNC-gegenereerde of op tekening gebaseerde lay-out voor elk element. Omdat het palletoppervlak een nauwkeurig geslepen stalen plaat is, bereiken de magneten een consistent contact en houdkracht over het volledige oppervlak.
De efficiëntiewinst door magnetische bekistingbevestiging in een carrouselsysteem is aanzienlijk. Studies van Europese prefabproducenten rapporteren consequent dit 30-50% reductie van de uithardingstijd van de mal vergeleken met geschroefde of gelaste ankersystemen. Op een fabriek die 80 tot 120 pallets per dag produceert, vertaalt dit zich in uren bespaarde arbeid per ploegendienst en een meetbare verlaging van de productiekosten per vierkante meter plaat.
Lange-lijn gietbedden voor geëxtrudeerde holle kern
Bij langelijnextrusie wordt de primaire bekistingsfunctie vervuld door het gietbed zelf: een vlak, glad oppervlak van staal of polymeer gecoat waarlangs de extruder beweegt. Bekistingsmagneten en aanverwante magnetische ankersystemen worden echter gebruikt voor het vasthouden van:
- Stranddeflectors en deviators die het voorspanningstraject profileren
- Langszijrails die de plaatbreedte bepalen voordat de extruder begint
- Kernblokkeringsvormers die openingen creëren voor servicepenetraties op specifieke locaties
- Wapeningsstaven of gaas toegevoegd aan het natte betonoppervlak voor composiet-topverbindingen
Het niet-invasieve karakter van magnetische bevestiging wordt vooral gewaardeerd bij lange-lijnbedden, waar het oppervlak gedurende duizenden productiecycli onbeschadigd moet blijven. Elke kras of put in het oppervlak veroorzaakt door boren of lassen wordt een bron van mortellekkage en vastkleven, waardoor de ontkistingskracht en oppervlaktedefecten op de afgewerkte vloerconstructie toenemen.
De juiste sluitermagneet selecteren
Bij het kiezen van de juiste bekistingsmagneet voor een specifieke productietoepassing voor holle kernplaten moet rekening worden gehouden met verschillende factoren die verder gaan dan alleen het afstemmen van de houdkracht op het vormgewicht:
- Dikte pallet of tafel: Magneten zijn ontworpen om te werken met specifieke staaldiktes (meestal 10–25 mm). Te dun en het magnetische circuit is onvolledig; te dik en de houdkracht neemt aanzienlijk af.
- Betontrillingsmethode: Externe tafelvibratoren genereren hogere dynamische krachten dan interne naaldvibratoren. Magneten in extern getrilde systemen hebben hogere houdkrachten nodig – vaak 1,5 tot 2 keer de statisch berekende vereiste.
- Zoetwaterdruk en betonkolom: In hoge elementen of waar beton snel wordt geplaatst, kan de hydraulische druk tegen bekistingen eenvoudige gewichtsberekeningen overschrijden. De magneet moet bestand zijn tegen zowel verticale hefkracht als zijdelingse druk.
- Vormmateriaal en geometrie: Stalen vormen brengen de magnetische kracht rechtstreeks over; Voor aluminium of kunststof vormen zijn stalen basisplaten nodig die als tussenpersoon fungeren tussen de magneet en het niet-ferromagnetische vormmateriaal.
- Bedrijfsomgeving: Installaties met bovenloopkranen, elektromotoren of andere elektromagnetische bronnen kunnen magneten met afgeschermde behuizingen nodig hebben om onbedoelde deactivering of interferentie te voorkomen.
Toonaangevende fabrikanten – waaronder Ratec, Halfen, Sommer en anderen – bieden technische ondersteuning bij de selectie van magneten en publiceren gedetailleerde technische gegevensbladen met statische houdkracht, op trillingen geteste kracht, bedrijfstemperatuurbereik en levensduur (doorgaans geschikt voor 500.000 tot 1.000.000 activeringscycli voordat interne componenten geïnspecteerd moeten worden).
Transport, behandeling en installatie van holle kernplaten
Eenmaal gegoten, uitgehard en op lengte gezaagd, moeten kanaalbetonplaten met zorg worden opgetild, getransporteerd en geïnstalleerd. Het voorgespannen gedeelte is geoptimaliseerd voor positieve buiging in de spanrichting; onjuiste behandeling die negatieve buiging of dwarsbelasting met zich meebrengt, kan scheuren veroorzaken aan het voorgecomprimeerde (binnenwelvings)vlak - schade die moeilijk te detecteren is en de structurele prestaties in gevaar kan brengen.
Hef- en transportvereisten
Kanaalplaten moeten worden gehesen met behulp van speciaal ontworpen klemmen of balk-en-spreideropstellingen die belasting uitoefenen op punten binnen de ontwerphijszone – doorgaans niet meer dan L/5 vanaf elk uiteinde, waarbij L de plaatlengte is. Voor platen groter dan 10 m is een driepunts- of vierpuntshijsing met behulp van een spreidbalk standaardpraktijk om buigmomenten te beheersen.
Ter plaatse worden platen met een kraan rechtstreeks op steunbalken, muren of consoles geïnstalleerd. De lagerlengte aan elk uiteinde moet doorgaans aan de minimale vereisten voldoen 75 mm op stalen of prefab betonsteunen en 100 mm op metselwerk of stortbeton — om een adequate lastoverdracht te garanderen en het afbrokkelen van de uiteinden onder bedrijfsbelastingen te voorkomen. Neopreen- of mortellagers worden gebruikt om de contactspanning te verdelen en maattoleranties op te vangen.
Voegen van longitudinale voegen
EENdjacent hollow core slabs in a floor are connected by grouting the longitudinal joints between units. The grout — typically a Portland cement mix with a low water-cement ratio — fills the tapered or keyed joint and, once hardened, transfers horizontal shear between units, enabling the floor to act as a diaphragm. In seismic design, this diaphragm action is critical for distributing lateral forces to the vertical structural system. The grout is often reinforced with longitudinal tie bars placed in the open cores at the edges and grouted in, providing continuity reinforcement across the joint.
De nauwkeurigheid van de langsverbinding hangt deels af van hoe nauwkeurig de randvorm werd vastgehouden tijdens het gieten – een ander punt waar bekistingsmagneten en bijbehorende magnetische bevestigingsaccessoires hebben rechtstreeks invloed op de kwaliteit van de gelegde vloer. Een vorm die tijdens het gieten zelfs 3-5 mm bewoog, kan een voeggeometrie opleveren die moeilijk volledig te voegen is, waardoor er holtes achterblijven die de schuifoverdracht en de waterbestendigheid verminderen.
Beton-toplaag ter plaatse
Veel kanaalplaatvloeren zijn gespecificeerd met een structurele, ter plaatse aangebrachte betonnen toplaag, doorgaans 50-75 mm dik, die na installatie over de prefab-elementen wordt gegoten. Deze topping dient meerdere doeleinden:
- Het egaliseert het vloeroppervlak en compenseert het verschil in welving tussen aangrenzende platen
- Het creëert een robuust diafragma door alle units te verbinden met een doorlopende versterkte plaat
- Het maakt de integratie van dekvloer, vloerverwarming of voorzieningen binnen de afwerkdiepte mogelijk
- Wanneer het composiet wordt ontworpen, vergroot het de structurele diepte en het draagvermogen van de vloer
Het bovenoppervlak van kanaalplaatplaten geproduceerd door extrusie wordt opzettelijk ruw gelaten; het extrusieproces laat een gegolfde of gestreepte textuur achter die zorgt voor een mechanische hechting voor de topping. Natgegoten eenheden vereisen oppervlaktevoorbereiding (meestal gritstralen of mechanisch verticuteren) om een gelijkwaardige hechtsterkte te bereiken, wat een productiestap en bijbehorende kosten met zich meebrengt.
Duurzaamheid en materiaalefficiëntie van holle betonplaten
De bouwsector wordt geconfronteerd met een toenemende druk om het koolstof- en materiaalverbruik terug te dringen. Holle betonplaten steken gunstig af bij alternatieve vloersystemen op verschillende duurzaamheidsmaatstaven, vooral wanneer de volledige levenscyclus in ogenschouw wordt genomen.
Verminderd beton- en staalvolume
Door het beton uit de kernzone te verwijderen – waar het weinig bijdraagt aan de buigweerstand – wordt gebruik gemaakt van holle kernproductie 30–45% minder beton per vierkante meter dan een gelijkwaardige massieve plaat met dezelfde overspanning en hetzelfde draagvermogen. Het gebruik van voorgespannen staal met hoge sterkte (1.860 MPa) in plaats van conventionele wapening van zacht staal (500 MPa) betekent dat het totale gewicht van staal per oppervlakte-eenheid ook aanzienlijk wordt verminderd: een kanaalplaat gebruikt slechts 2-4 kg/m² voorgespannen strengen, vergeleken met 8-15 kg/m² wapeningsstaven in een conventionele gewapende plaat die is ontworpen voor dezelfde prestaties.
Deze vermindering van materiaal vermindert direct de belichaamde koolstof van de vloerconstructie. Uit cijfers uit de sector blijkt dat een typische holle kernplaat van 265 mm een koolstofgehalte heeft van ongeveer 100–130 kg CO₂e/m² , vergeleken met 160–200 kg CO₂e/m² voor een ter plaatse massieve vlakke plaat met vergelijkbare structurele capaciteit.
Fabrieksproductie en afvalvermindering
Fabrieksproductie onder gecontroleerde omstandigheden minimaliseert materiaalverspilling als gevolg van overbestellingen, morsen en herbewerking. Betonafval in een goed beheerde prefabfabriek maakt doorgaans 1 à 3% van het productievolume uit, vergeleken met 5 à 10% of meer op een conventionele in-situ locatie. Het gebruik van bekistingsmagneten en herbruikbare stalen vormen vermindert het bekistingsafval verder; een hoogwaardige stalen bekisting met magnetische verankering kan voor duizenden productiecycli worden hergebruikt, terwijl houten bekistingen op een in-situ locatie doorgaans na een handvol toepassingen worden weggegooid.
Overwegingen bij het levenseinde
EENt end of life, hollow core concrete slabs can be broken down and recycled as aggregate for road sub-base, fill material, or — in more advanced recycling streams — reprocessed into concrete aggregate. The prestressing strand can be recovered and recycled as scrap steel. Neither process is perfect, and some embodied carbon is lost in demolition and transport, but the relative simplicity of the material composition (concrete plus steel) makes hollow core slabs more straightforward to recycle than composite systems involving multiple bonded materials.
Algemene toepassingen en projectvoorbeelden
Holle betonplaten worden gespecificeerd voor een breed scala aan gebouwtypen en infrastructuurtoepassingen. Hun veelzijdigheid komt voort uit het brede scala aan beschikbare diepten, de mogelijkheid om servicedoorvoeringen en ingestorte bevestigingen op te nemen (precies gepositioneerd met behulp van magnetische bekistingsankers tijdens de productie) en hun compatibiliteit met een verscheidenheid aan ondersteunende structuren.
Woongebouwen met meerdere verdiepingen
In de woningbouw zijn kanaalplaten van 200–265 mm met een overspanning van 5–9 m tussen dragende muren of balken een standaardspecificatie in Nederland, Scandinavië, Centraal-Europa en het Verenigd Koninkrijk. Een flatgebouw van 15 verdiepingen met geprefabriceerde kanaalvloeren kan vanaf de begane grond in 8 tot 12 weken waterdicht zijn, vergeleken met 20 tot 30 weken voor een gelijkwaardige betonconstructie ter plaatse. De reguliere plattegrond van woongebouwen past bijzonder goed bij de uniforme breedte en standaard overspanning van kanaalkasten.
Commerciële kantoorgebouwen
Kantoorgebouwen vereisen langere overspanningen voor open flexibiliteit, doorgaans 9–14 meter. Diepe kanaalplaten (320–400 mm) met hoge voorspanningsniveaus zijn ontworpen om belastingen van 3,5–5,0 kN/m² over deze overspanningen te dragen zonder aansluitende liggers. De zichtbare binnenwelving van kanaalplaten – inherent vlak en glad door het extrusie- of natgietproces – wordt steeds vaker zichtbaar als ontwerpkenmerk, waardoor de kosten van verlaagde plafonds worden vermeden en thermische massavoordelen worden behaald die de piekkoelingsbelastingen met 15-25% verminderen in goed ontworpen, natuurlijk geventileerde of gemengde gebouwen.
Parkeerplaatsen
Parkeergarages met meerdere verdiepingen zijn een van de meest veeleisende omgevingen voor prefab beton: overspanningen van 15–18 m zijn gebruikelijk, geconcentreerde wielbelastingen kunnen oplopen tot 30–60 kN per as, en de constructie wordt blootgesteld aan strooizout, vries-dooicycli en vocht. Kanaalplaten in parkeergaragetoepassingen zijn typisch 400–500 mm diep , geproduceerd met hoge betonkwaliteiten (C50/60 of hoger) en lage water-cementverhoudingen om de duurzaamheid te maximaliseren. De dunne banen tussen de kernen vereisen een zorgvuldig ontwerp van het betonmengsel – lage maximale aggregaatgrootte, adequate verwerkbaarheid – en nauwkeurige verdichting, wat wordt vergemakkelijkt door de gecontroleerde productieomgeving en kwaliteitscontrolesystemen van de prefabfabriek.
Industriële en opslaggebouwen
Magazijnen, distributiecentra en productiefaciliteiten gebruiken kanaalplaten in tussenvloeren, verhoogde laadkades en op de grond ondersteunde vloeren op paalkappen. Bij deze toepassingen vermindert de mogelijkheid om ingegoten hijsmoffen, ankerkanalen voor stellingsystemen en elektrische leidingen vooraf te installeren – allemaal gepositioneerd met behulp van magnetische bekistingsankers tijdens de productie in de fabriek – de bevestigingskosten ter plaatse en het programmarisico aanzienlijk.
Kwaliteitscontrole en normen voor holle betonplaten
Kanaalbetonplaten geproduceerd in Europa moeten voldoen aan EN 1168:2005 A3:2011 — de geharmoniseerde productnorm voor geprefabriceerde kanaalplaten van beton. Deze norm specificeert prestatie-eisen voor structurele weerstand, brandwerendheid, gevaarlijke stoffen, maattoleranties en akoestische prestaties, samen met eisen voor productiecontrole in de fabriek, testen en CE-markering.
De belangrijkste maattoleranties onder EN 1168 zijn onder meer:
- Lengte: ±20 mm voor platen tot 6 m; ±0,3% van de lengte voor platen langer dan 6 m
- Breedte: ±5 mm
- Diepte: ±5 mm
- Rechtheid: ≤L/600, maximaal 20 mm
- Rechtheid van de uiteinden: ≤10 mm
- Camber: 15/−5 mm voor platen tot 12 m
EENchieving these tolerances consistently depends on the quality of the entire production chain — from mix design and concrete batching, through strand tensioning accuracy, to formwork setting and post-casting inspection. The use of shuttering magnets and related magnetic positioning systems contributes to dimensional accuracy by eliminating the positional drift that occurs with conventional bolted forms under vibration, and by enabling rapid, precise repositioning when setting layouts change.
Naast maattoleranties vereisen EN 1168 en de ondersteunende Eurocode-ontwerpnormen (EN 1992-1-1, EN 1992-1-2) gedetailleerde structurele verificatie met betrekking tot buigen, afschuiven, ponsen, eindverankering en brandwerendheid. Het ontwerpproces voor een kanaalplaatvloer omvat het bepalen van de maximale overspanning voor de vereiste belasting, het selecteren van de juiste plaatdiepte en strengopstelling uit de belastingstabellen van de fabrikant, het controleren van de draaglengte, het verifiëren van de membraanwerking van de groutvloer en het coördineren van servicedoorvoeringen met de constructeur.
Holle kernplaten vergelijken met alternatieve vloersystemen
Kiezen tussen holle betonplaten en concurrerende vloersystemen vereist een afweging van structurele prestaties, programmasnelheid, kosten, duurzaamheid en locatiebeperkingen. Geen enkel systeem wint op elk criterium, maar kanaalplaten hebben duidelijke voordelen in specifieke scenario’s.
| Criterium | Holle kernplaat | In situ vlakke plaat | Composiet stalen dek | Stevige prefab plaat |
|---|---|---|---|---|
| Typisch bereik | 6–20 meter | 5–12 meter | 3–9 m (dek)balken | 3–7 meter |
| Gewicht (zelf) | Laag-gemiddeld | Hoog | Laag-gemiddeld | Hoog |
| Installatiesnelheid | Zeer snel | Langzaam (bekisting, uitharding) | Snel | Snel |
| Brandwerendheid (geen extra bescherming) | REI 60–240 | REI 60–180 | Typisch REI 30-60 | REI 60–180 |
| Materiaalefficiëntie | Hoog | Laag | Middelmatig | Laag |
| EENcoustic performance | Goed (met dekvloer) | Goed | Redelijk (vereist behandeling) | Goed |
| Service-integratie | Middelmatig (cores usable) | Hoog (flexible) | Hoog | Laag |
De kernen zelf bieden een nuttig voordeel voor gebouwinstallaties: bij sommige ontwerpbenaderingen worden de longitudinale holtes gebruikt als luchtkanalen voor verwarming, koeling of ventilatie, waarbij geconditioneerde lucht door de plaat wordt geleid om zowel de bezette ruimte te bedienen als de thermische massa van het beton te gebruiken voor het temperen. Deze thermisch geactiveerde bouwsysteembenadering (TABS) is geïmplementeerd in tal van kantoorprojecten in Centraal-Europa, met meetbare reducties in de piekvraag naar koeling tot wel 30–40% vergeleken met conventionele luchtzijdige systemen.
Praktische overwegingen voor bestekschrijvers en aannemers
Voor het specificeren of aanschaffen van kanaalplaatbetonplaten is overleg met de fabrikant vroeg in het ontwerpproces vereist. In tegenstelling tot stortbeton, dat ter plekke kan worden aangepast, worden kanaalplaten in de fabriek dimensionaal bevestigd. Veranderingen na de productie – uitsparingen, extra bevestigingen, aanpassingen aan de versteviging – zijn technisch mogelijk, maar kostbaar en tijdrovend. Het is van cruciaal belang dat de informatiestroom in de ontwerpfase goed verloopt.
Informatie vereist in de ontwerpfase
- Structurele belastingen: eigen gewicht, over elkaar heen gelegde (dekvloer, scheidingswanden, afwerkingen), opgelegde (gebruikscategorie) en eventuele geconcentreerde belastingen van fabrieks-, opslag- of bekledingsbevestigingen
- Duidelijke overspannings- en lagercondities bij elke steun, inclusief eventuele niet-parallelle steunpunten of scheve geometrie
- Brandwerendheidsklasse vereist voor de vloerzone
- Locatie, grootte en frame van alle servicedoorvoeringen, inclusief MEP-moffen, afvoerbuizen, structurele kolommen die door de vloer gaan en liftschachtopeningen
- Ingegoten bevestigingen vereist: ankerkanalen, hijsmoffen, bevestigingsbouten, leidingstompen - die allemaal worden gepositioneerd met behulp van magnetische bekistingsankers en ingestort tijdens de fabrieksproductie
- EENcoustic performance requirements, particularly for residential or mixed-use projects where impact and airborne sound must meet regulatory standards
- Doorbuigingslimieten en camberverwachtingen, vooral wanneer broze afwerkingen (tegels, terrazzo) rechtstreeks op het plaatoppervlak worden aangebracht
Locatiecoördinatie voor installatie
Ter plaatse vereist de installatie van kanaalplaatvloeren coördinatie van de kraancapaciteit, toegangsroutes, tijdelijke ondersteuning (indien vereist door het structurele ontwerp) en de volgorde van het voegen, het storten van de toppen en structurele verbindingsdetails. Kraancapaciteit is vaak de kritische beperking : een kanaalplaat van 400 mm, 12 m lang en 1,2 m breed, weegt ongeveer 5.000–5.500 kg. Op een beperkte stedelijke locatie waar de reikwijdte van de kraan de hefcapaciteit vermindert, kan dit het verkleinen van de plaatlengte vereisen of het specificeren van een lichtere eenheid - een beslissing die terugvloeit naar het ontwerp van de overspanning, de belasting en de ondersteuningsconstructie.
Het voegen van voegen moet nauwkeurig de specificaties van de fabrikant volgen. Als u een te natte voeg gebruikt, ontstaat er een poreuze, zwakke voeg die vatbaar is voor scheuren; te droog en het kan zijn dat het taps toelopende voegprofiel niet volledig wordt opgevuld, waardoor er holtes ontstaan. Het voegen van voegen op grote vloeroppervlakken moet worden gepland als een continu proces, met voldoende personeel en mengcapaciteit om koude voegen binnen één enkele voeggang te voorkomen.
Controles na installatie
EENfter installation and grouting, the completed hollow core floor should be inspected for:
- Verschillend camber tussen aangrenzende eenheden — aanvaardbaar binnen ±5 mm zonder topping; Indien groter, kan een extra dekvloerdiepte nodig zijn om een vlak oppervlak te verkrijgen
- Volledigheid van de voeg in alle langs- en dwarsverbindingen
- Geschiktheid van eindlagers bij alle steunen
- Conditie van ingegoten inzetstukken – beschadigde of verkeerd geplaatste inzetstukken moeten worden gerapporteerd en verholpen voordat de topping of afwerking wordt aangebracht
- EENbsence of handling damage: cracking at slab ends, spalling at bearing areas, or longitudinal cracking in the webs that may indicate transport or erection damage
Innovaties in holle kernplaattechnologie en magnetische bekistingssystemen
De prefab-betonindustrie blijft zowel het kanaalplaatproduct als de productiesystemen die worden gebruikt om het te vervaardigen, ontwikkelen. Verschillende gebieden van actieve ontwikkeling zijn het vermelden waard voor degenen die beslissingen nemen over langetermijninvesteringen in infrastructuur.
Ultrasterk beton voor de productie van holle kernen
Onderzoek naar ultrahoogwaardig beton (UHPC) voor toepassingen met holle kern is gaande in verschillende Europese en Aziatische onderzoeksprogramma's. UHPC-mengsels met druksterktes van 150–200 MPa maken het mogelijk de baandikte verder te verminderen, waardoor het eigengewicht afneemt terwijl de afschuifcapaciteit behouden blijft. De productie-uitdaging is dat UHPC niet compatibel is met standaard extrusieapparatuur – de vezelversterking en de viscositeit van het mengsel vereisen aangepaste gietmethoden – en de rol van bekistingsmagneten and precision magnetic formwork systems bij het positioneren van de dunnere matrijzen met een hogere nauwkeurigheid wordt het zelfs nog belangrijker.
EENutomation and Robotics in Formwork Setting
Verschillende fabrikanten van prefab-apparatuur bieden nu robotbekistingssystemen aan die de elementindeling van een BIM-model lezen en automatisch zijbekistingen, eindstoppen en inzetstukken op het palletoppervlak positioneren. Deze systemen maken doorgaans gebruik van portaalrobots met visiesystemen om bekistingscomponenten op te pikken en te plaatsen bekistingsmagneten als laatste bevestigingsmechanisme: de robot positioneert het formulier en het magnetische anker wordt geactiveerd om het op zijn plaats te vergrendelen. Early adopters van deze systemen rapporteren een matrijsinstellingsnauwkeurigheid van ± 1–2 mm en cyclustijden die ruim onder de handmatige instelling liggen, met een consistente kwaliteit en minder vermoeidheid bij de machinist.
Digitale integratie en slimme productie
Moderne prefabfabrieken integreren steeds meer digitale twin-technologie – een realtime virtueel model van de productievloer – met kwaliteitscontrolesystemen, voorraadbeheer en logistiek. Elk element krijgt op het productiepunt een unieke QR-code of RFID-tag toegewezen, waardoor het digitale record wordt gekoppeld aan de specifieke partij beton, de partij strengen, de posities van de magneetvaste inzetstukken en de resultaten van de maatvoeringscontrole. Deze traceerbaarheid wordt steeds vaker gevraagd door hoofdaannemers en klanten bij complexe projecten waarbij structurele verantwoording over de ontwerplevensduur van 50 tot 100 jaar van het gebouw vereist is.
De precisie van de magnetische bekistingbevestiging – gecombineerd met laserscanning van de kwaliteitscontroles van het voltooide element vóór verzending – maakt deel uit van deze digitale kwaliteitsketen. Een plaat die alle dimensionale controles, betonsterktegegevens en visuele inspectie doorstaat, wordt verzonden met een volledig productierecord dat ter plaatse toegankelijk is via een QR-scan, waardoor de constructeur of gebouweigenaar de naleving kan verifiëren zonder uitsluitend op papieren certificaten te vertrouwen.








